Summary
In order to meet requirements of high air tightness and high strength of automotive aluminum alloy oil pump body die-casting parts, to solve problems of shrinkage and cavity defects in castings, die-casting process was designed and optimized. First, casting process was analyzed, pouring overflow system was designed based on experience and process parameters were initially selected. Then Taguchi orthogonal test method was used to design a 5-factor, 4-level die-casting process parameter scheme, and Procast was used for numerical simulation. 16 sets of orthogonal test results were subjected to range and variance analysis based on signal-to-noise ratio. Results showed that mold temperature has the most significant impact on shrinkage and shrinkage cavities. Optimal process parameters of five factors are: pouring temperature 650 ℃, mold temperature 240 ℃, slow/fast injection distance 200 mm/60 mm, fast injection speed 3.0 m/s, slow injection speed 0.2 m/s. Numerical simulation results show that shrinkage and shrinkage volume of casting under this process parameter combination is 1.067 cm³, which is 26.5% lower than before optimization. Mold test results show that appearance of casting is intact, and X-ray flaw detection in key parts shows no obvious shrinkage cavities; metallographic microscope (OM) and scanning electron microscope (SEM) are used to observe structure of casting, and it is found that structure of each area of casting is dense; mechanical property test shows that, microhardness of die casting is greater than HV85, average tensile strength of test rod under same process is 253.36 MPa, and casting meets usage requirements.
Automobile oil pump body is a pressure-bearing sealing part. It works in high temperature, high pressure and engine oil environments, has high requirements for high temperature corrosion resistance and air tightness. Due to sensitivity of new energy vehicles to cruising range, their demand for lightweighting is more significant than that of traditional fuel vehicles. Aluminum alloys have become preferred material for automotive parts such as oil pump bodies for oil trucks and hybrid vehicles due to its high specific strength and corrosion resistance. High-pressure casting has advantages of high production efficiency, high dimensional accuracy of castings, good surface and mechanical properties. Therefore, it is widely used in production of complex parts such as aluminum alloy cylinder blocks, pump bodies, and shells. However, due to improper processes and other reasons, die-cast seals often have pores, shrinkage cavities, and shrinkage defects. Existence of pore defects will reduce strength and air tightness of sealing castings, making them unusable.
Reasonable die-casting process parameters are a necessary condition for obtaining qualified castings, but there are many factors that affect quality of castings, and value ranges of each factor are wide. Obtaining reasonable process parameters often requires a large number of tests. Use of numerical simulation combined with orthogonal experiments can effectively determine reasonable process parameters. Li Yang et al. used a combination of orthogonal experiments and numerical simulations to explore effects of mold temperature, fast and slow pressure switching points and fast injection speed on pores of aluminum alloy motorcycle cylinders. Results showed that pore area of casting is negatively correlated with fast injection speed, positively correlated with speed switching point and mold temperature. ApparaoK C et al. explored effects of pouring temperature, injection pressure, pouring time and mold temperature on pores of aluminum alloy castings. They concluded that pouring temperature and mold temperature have a significant impact on pores of castings, and an orthogonal experiment based on signal-to-noise ratio was used to optimize process parameters with the smallest pores. GuptaAK et al. used genetic algorithm and fuzzy logic method to obtain optimal combination of five die-casting process parameters including solidification time, pouring temperature, injection pressure and die-casting machine plunger speed, which reduced probability of die-casting defects such as shrinkage holes and cracks in aluminum alloy carburetor shell castings by 58.28%.
In summary, it is common and efficient to use numerical simulation combined with optimization methods such as orthogonal experiments or genetic algorithms to optimize die-casting process, and effect of reducing porosity of die-casting parts is also very significant. However, above studies have not completely selected influencing factors of casting porosity defects, research on influencing factors of individual shrinkage porosity and shrinkage cavity defects also needs to be in-depth. Therefore, in order to explore influence of various factors in die-casting process on shrinkage and cavity defects in oil pump body, this article selects main die-casting process parameters of pouring temperature, mold temperature, slow/fast injection distance, fast injection speed and slow injection speed. Using a combination of orthogonal experiments and numerical simulations based on signal-to-noise ratio, shrinkage and porosity rates of castings are optimized as indicators in order to find the best combination of process parameters for castings under a specific pouring and overflow system design.
1. Die-casting process analysis and pouring overflow system design
1.1 Analysis of die-casting process of oil pump body parts
Oil pump body is a pressure-resistant seal that has high requirements for strength and air tightness. Therefore,defects such as cracks, looseness, and bubbles are not allowed in sealing area of casting. Defects such as strain, undercasting, mold sticking, and cold shutoff are not allowed on the surface. Surface roughness is not greater than Ra=6.3 μm, and dimensional tolerance should meet requirements of GB/T 6414-2017.
Outline dimensions of oil pump body are 203.9 mm * 108.5 mm * 154.8 mm. Weight of casting blank is 0.65 kg, volume is about 240 cm³, maximum projected area is 109.6 c㎡, and maximum cross-section is surface I, which is assembly surface of pump body and pump cover. Considering that castings II and III require lateral core pulling, casting can choose I side as main parting surface and use bottom injection pouring. Oil pump body model and wall thickness are shown in Figure 1.
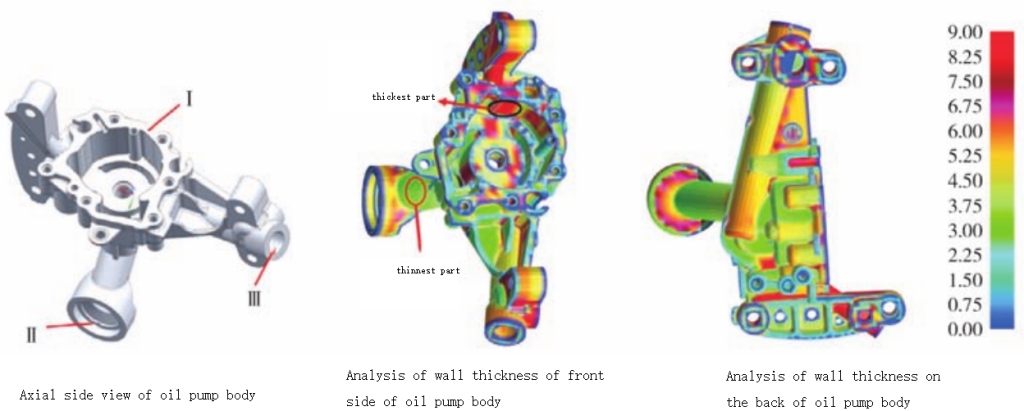
Figure 1 Three-dimensional model of oil pump body and analysis of its wall thickness
Oil pump body casting has an irregular structure and uneven wall thickness. Maximum wall thickness in sealing area reaches 13.6 mm, the thinnest wall thickness is only 1.5 mm, and average wall thickness is about 4.5 mm. According to casting structure and die-casting empirical formula, process parameters of casting can be preliminarily determined as follows: pouring temperature 660 ℃, mold temperature 210 ℃, slow/fast injection distance 195 mm/65 mm, fast injection speed 2.75 m/s, slow injection speed is 0.25 m/s.
Since ADC12 alloy has advantages of good casting performance, high strength, low density and low shrinkage, this alloy is selected as material for oil pump body casting. Its alloy composition is shown in Table 1.
| Si | Cu | Mn | Mg | Fe | Zn | Pb, Ti, Sn, Cd | Ni | Al |
| 10.35 | 1.95 | 0.25 | 0.24 | 0.72 | 0.61 | Each contains 0.1 | 0.04 | margin |
Table 1 Chemical composition of ADC12 alloy wB/%
1.2 Design of pouring and overflow system
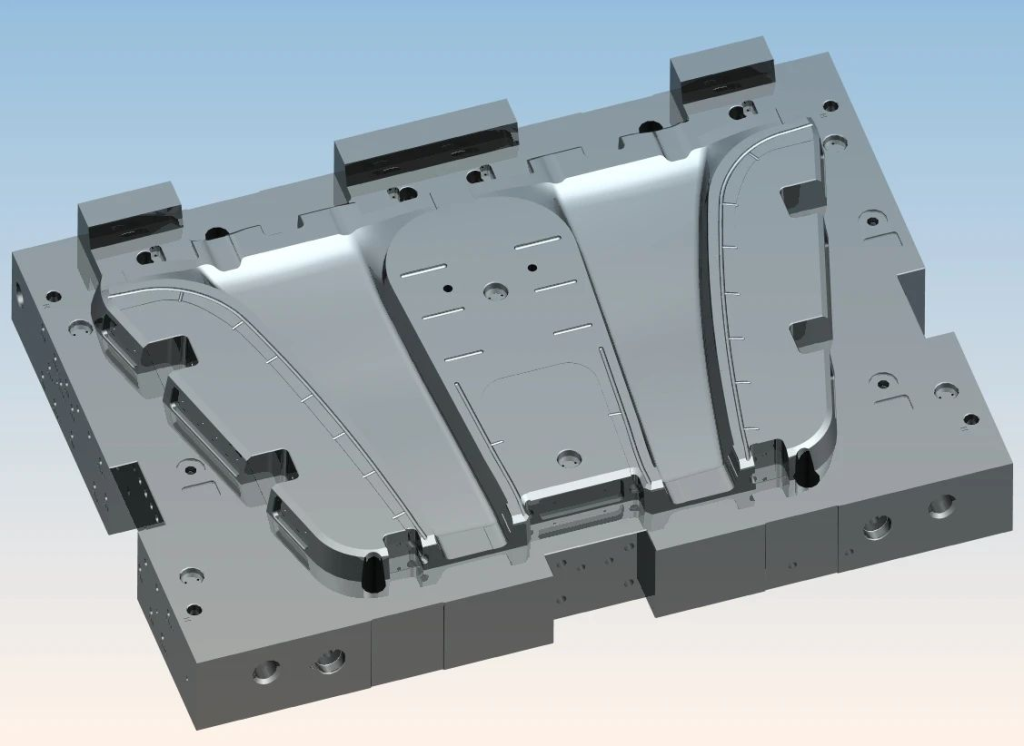
Oil pump body is a cylinder-type casting with a complex structure, uneven wall thickness, and is concave in multiple directions. It requires side core pulling, so die-casting mold can only use one mold and one cavity. Based on projected area of casting, structure of casting and its ideal injection pressure range, a 500 t horizontal cold press chamber die-casting machine was selected. The total length of press chamber is 515 mm and punch diameter is 75 mm. In order to ensure smooth flow of molten metal during mold filling process, prevent air entrainment, and facilitate removal of pouring system, a “comb-shaped” side pouring method with 6 trapezoidal lateral runner was designed. The total area of inner runner is 221 mm2, gate is set at upper edge of oil pump body and protruding parts on both sides, as shown in Figure 2.
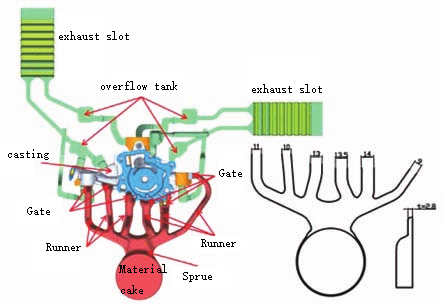
Figure 2 Design of pouring and draining system for oil pump body casting
Pouring and overflow system of oil pump body casting consists of a cake, a sprue, 6 lateral sprues, 6 injectors, 8 overflow slots and 2 exhaust slots. Main parameters of each part are shown in Table 2 Show.
| Total volume V/cm3 | Casting volume V/cm3 | Gating system volume Vg/cm3 | Overflow system volume Ve/cm3 | Gate cross-sectional area Ag/mm2 | Casting surface area Af/cm2 | Casting solidification modulus M/cm |
| 613 | 240 | 283 | 90 | 221 | 94 | 2.55 |
Table 2 Main parameters of pouring and drainage system
2. Orthogonal design of die-casting parameters and optimization of process parameters
2.1 Initial and boundary conditions of numerical simulation of die casting
On the premise of ensuring reliable numerical simulation results and reducing calculation time as much as possible, this study uses Procast software to divide non-uniform grids. Set grid unit size in thinner wall thickness of molten metal filling areas such as castings, gating systems and overflow systems to 1.5 mm, and set grid unit size in other areas to 3 mm, set grid unit size of metal parts such as molds, barrels and punches to 10 mm. The total number of grids is approximately 4.54 million. Casting material is ADC12 aluminum alloy, mold material is H13 hot work die steel, and initial conditions of materials are same as those in literature.
2.2 Die-casting numerical simulation plan and results
Oil pump body castings have high requirements for internal quality and air tightness, defects such as cracks, looseness, and bubbles are not allowed inside castings. There are many factors that affect die-casting quality. Relevant production practices and literature research show that process parameters that have an important impact on forming quality of cylinder die-casting parts are pouring temperature (A), mold operating temperature (B), and slow/fast injection distance (C), fast injection speed (D) and slow injection speed (E). Therefore, these five parameters are selected as influencing factors of shrinkage and cavity defects in orthogonal test of this article. Other parameters are set to a certain value according to actual production situation, and their influence is not considered for the time being. 5-factor 4-level orthogonal test parameters are formulated as shown in Table 3.
| Level | Factor | ||||
| Pouring temperature/℃ | Mold temperature/℃ | Slow/fast injection distance/mm | fast injection speed/(m*s-1) | slow injection speed/(m*s-1) | |
| 1 | 630 | 180 | 180/80 | 2.0 | 0.1 |
| 2 | 650 | 200 | 190/70 | 2.5 | 0.2 |
| 3 | 670 | 220 | 200/60 | 3.0 | 0.3 |
| 4 | 690 | 240 | 210/50 | 3.5 | 0.4 |
Table 3 Factors and levels of orthogonal test
This article conducts tests in accordance with L16 (45) standard orthogonal test plan, uses Procast’s Visual-Cast module to conduct numerical simulations of die-casting filling and solidification process, prediction of shrinkage and porosity defects. Using shrinkage porosity and shrinkage porosity as evaluation indicators, use cutoff-info function in Procast Visual-Viewer module to count the total shrinkage porosity index of casting, which is volume of part above 3% (hereinafter referred to as shrinkage porosity volume, V-shrinkage). The larger volume, the greater probability that shrinkage holes will appear in corresponding parts of casting. Results of numerical simulation cross test of 5-factor and 4-level die-casting parameters are shown in Table 4.
2.3 Die-casting parameter simulation orthogonal test optimization results and analysis
2.3.1 Analysis of orthogonal test results based on signal-to-noise ratio
Signal-to-noise ratio is used as basis for judging stability of test. Large-scale characteristics, small-scale characteristics and large-scale characteristics will be selected according to different applications. Purpose of orthogonal test in this study is to reduce shrinkage cavity volume of casting, so small characteristics were chosen. If small characteristic does not take a negative value, the smaller value, the better. Signal-to-noise ratio criterion is shown in Equation (1).
In formula: S/N is signal-to-noise ratio; yi is i-th test result, and n is number of tests.
Lower part of Table 4 is range table of signal-to-noise ratio corresponding to shrinkage pore volume of oil pump body casting. Ki is average value of signal-to-noise ratio of all shrinkage pore volumes under i-th level of different factors. Figure 3 is a line chart of level of each factor in casting and average signal-to-noise ratio of shrinkage pore volume. It can more intuitively reflect influence of each factor on shrinkage pore volume of casting than range chart line chart.
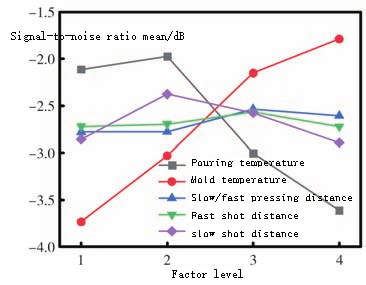
Figure 3 Influence of levels of various die casting factors on shrinkage and shrinkage cavities
The greater signal-to-noise ratio, the smaller volume of predicted shrinkage porosity index. As can be seen from Figure 3, the best process parameter values after optimization of orthogonal test are: pouring temperature 650 ℃, mold temperature 240 ℃, slow/fast injection distance 200/60 mm, fast pressing speed 3.0 m/s, slow pressing speed 0.2 m/s.
Table 5 shows variance analysis of each process factor. F critical value is 2.490. When F>F critical value, it means that this factor has a significant impact on shrinkage and cavity defects of castings. Based on analysis of Table 4 and Table 5, it can be concluded that influence of various factors on shrinkage and shrinkage holes of castings is: mold temperature > pouring temperature > slow injection speed > slow/fast injection distance > fast injection speed. That is to say, influence of mold temperature is significant, influence of pouring temperature is relatively significant, influence of slow/fast injection distance and slow injection speed is not significant, and influence of fast injection speed is minimal.
| Test number | Test plan | Numerical simulation results | ||||||
| A | B | C | D | E | Shrinkage volume/cm2 | Signal to noise ratio/dB | ||
| 1 | 630 | 180 | 180/80 | 630 | 180 | 1.497 | -3.50 | |
| 2 | 630 | 200 | 190/70 | 630 | 200 | 1.301 | -2.29 | |
| 3 | 630 | 220 | 200/60 | 630 | 220 | 1.153 | -1.24 | |
| 4 | 630 | 240 | 210/50 | 630 | 240 | 1.178 | -1.42 | |
| 5 | 650 | 180 | 190/70 | 650 | 180 | 1.452 | -3.24 | |
| 6 | 650 | 200 | 180/80 | 650 | 200 | 1.315 | -2.38 | |
| 7 | 650 | 220 | 210/50 | 650 | 220 | 1.319 | -1.13 | |
| 8 | 650 | 240 | 200/60 | 650 | 240 | 1.141 | -1.15 | |
| 9 | 670 | 180 | 200/60 | 670 | 180 | 1.526 | -3.67 | |
| 10 | 670 | 200 | 210/50 | 670 | 200 | 1.473 | -3.36 | |
| 11 | 670 | 220 | 180/80 | 670 | 220 | 1.384 | -2.82 | |
| 12 | 670 | 240 | 190/70 | 670 | 240 | 1.282 | -2.16 | |
| 13 | 690 | 180 | 210/50 | 690 | 180 | 1.683 | -4.52 | |
| 14 | 690 | 200 | 200/60 | 690 | 200 | 1.601 | -4.09 | |
| 15 | 690 | 220 | 190/70 | 690 | 220 | 1.483 | -3.42 | |
| 16 | 690 | 240 | 180/80 | 690 | 240 | 1.322 | -2.42 | |
| Signal-to-noise ratio | Mean K1 | -2.112 | -3.732 | -2.780 | -2.720 | -2.857 | Range analysis | |
| Mean K2 | -1.795 | -3.030 | -2.777 | -2.695 | -2.377 | Influence level | B>A>E>C>D | |
| Mean K3 | -3.002 | -2.152 | -2.537 | -2.695 | -2.575 | |||
| Mean K4 | -3.612 | -1.788 | -2.607 | -2.537 | -2.893 | |||
| Extremely bad R | 1.637 | 1.944 | 0.243 | 0.158 | 0.516 | |||
| Optimization | A2 | B4 | C3 | D3 | E2 | |||
Table 4 L16(45) orthogonal simulation test results
| Factor | Sum of squared deviations | Degrees of freedom | F value | F critical value | Significance |
| A | 7.170 | 3 | 2.066 | 2.490 | Relatively significant |
| B | 9.220 | 3 | 2.657 | 2.490 | Significantly |
| C | 0.180 | 3 | 0.052 | 2.490 | Not obvious |
| D | 0.067 | 3 | 0.019 | 2.490 | Minimal impact |
| E | 0.716 | 3 | 0.206 | 2.490 | Not obvious |
| Error | 17.35 | 15 |
Table 5 Variance analysis results
2.3.2 Die casting filling and solidification analysis
Above-mentioned optimal die-casting process parameters and parameters before optimization were selected and simulated in Procast respectively. The total filling time before and after optimization was 0.802 s and 1.002 s respectively. Filling process is shown in Figure 4. It can be seen from Figure 4 that during filling process before optimization, when the first stream of molten metal passes through inner runner (slow pressure distance 195 mm), it begins to enter rapid injection stage. Flow speed of molten metal suddenly increases, it is sprayed from inner runner at a very high speed, hits core and cavity wall, violently scouring mold, which not only causes splashing, but also shortens life of mold. When filling is 69.7%, molten metal passing through two sprues on the right side of casting merges at maximum wall thickness of casting at a very high speed. The two molten metals collide with each other, forming a turbulent flow and involving a large amount of gas, which oxidizes molten metal and reduces feeding ability, increasing tendency of shrinkage and shrinkage cavities. In addition, wall thickness here of casting is the largest, heat dissipation during cooling process is slow and it is easy to form an isolated liquid phase area, which makes exhaust difficult, further increasing possibility of forming pores.
Slow injection speed of optimized post-filling process is small. During slow pressing, injection punch moves at a smaller speed. Molten metal flows calmly in pressure chamber and slowly fills mold cavity in a laminar flow manner, without involving a large amount of air. At the same time, a smaller slow pressing speed and a longer slow pressing distance correspond to a longer slow pressing time. Gas in cavity during filling process has more time to be eliminated, which reduces probability of pores in casting. Optimized slow injection stroke is 200 mm. When molten metal fills about 15% of cavity volume (including castings, overflow and exhaust systems) through inner runner at a slow injection speed, it enters rapid injection stage. Front part of molten metal that enters mold cavity is filled slowly, and quickly filled part of metal at the back has front part of molten metal as a buffer to reduce direct impact on mold, thereby extending life of mold. When filling 69.8%, speed of the two molten metals that merge at maximum wall thickness of casting is small and will not violently disturb each other to form severe turbulence, reducing tendency of casting to form pores.
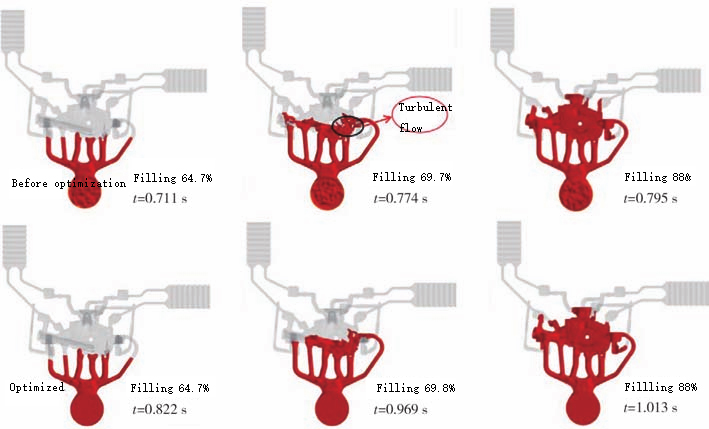
Figure 4 Comparison of casting filling process before and after process optimization
2.3.3 Die-casting solidification process and defect analysis
Time when the overall solidification fraction of two sets of process plans before and after optimization is 96% is 31.4s and 34.6s respectively. Time difference is not big. Solidification process of castings before and after optimization is also similar, as shown in Figure 5. Solidification starts at thin wall of casting, exhaust groove and the two outer sprues, then solidifies at thick wall of casting, overflow tank and three middle sprues, finally solidification of final filling area of casting and material cake. From perspective of the overall solidification sequence, maximum wall thickness of casting is after runner and overflow tank solidify, forming an isolated liquid phase area. This area does not receive external feeding during solidification process, shrinkage pit defects are easily formed. In actual production process, it is necessary to increase cooling rate and prioritize solidification to reduce degree of shrinkage defects or avoid their occurrence.
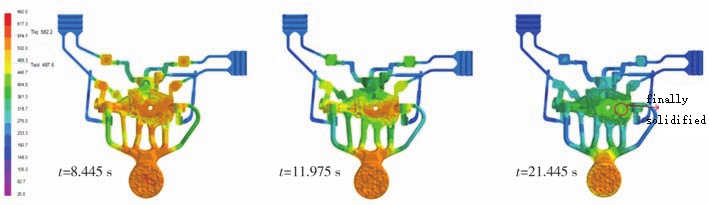
Figure 5 Casting solidification process
Critical feeding solid phase ratio of ACD12 aluminum alloy is 0.7. It is generally believed that after solidification fraction of casting is greater than 70%, molten metal no longer has macroscopic feeding ability. When solidification fraction of casting is 70%, a comparative analysis of final solidified area of casting before and after optimization process is performed, as shown in Figure 6.

Figure 6 Comparison of isolated liquid phase area at maximum wall thickness of casting before and after process optimization
Solid phase rate in this area of casting before and after optimization is lower than 100%, and temperature is higher than surrounding temperature of casting, which further proves that an isolated liquid phase region appears here in casting. However, cross-sectional area of isolated liquid phase area after optimization is significantly smaller than before optimization, indicating that optimization of process parameters can significantly improve shrinkage defects of castings.
As can be seen from Figure 7, the overall shrinkage and cavity defects of casting are significantly reduced after optimization. Before optimization, single largest shrinkage cavity index volume appears at maximum wall thickness A of casting with a volume of 0.988 cm³, and probability is 48.14%, which is likely to form shrinkage defects. After optimization, index volume at A is 0.762 cm³, probability is 24.65%, and probability of shrinkage defects is reduced. After optimization, volume and probability of shrinkage defects in the overall casting and at maximum wall thickness are reduced compared with before optimization. The overall shrinkage porosity index volume of casting before and after optimization is 1.452 cm³ and 1.067 cm³ respectively. After optimization, shrinkage porosity index volume is reduced by 26.5% compared with before optimization.

Figure 7 Comparison of shrinkage and cavity defects in oil pump body castings before and after process optimization
Reason for reduction of shrinkage porosity defects in oil pump body castings is firstly because pouring temperature of optimized molten metal is 10℃ lower, and cooling volume of the molten metal shrinks less, resulting in a smaller volume of shrinkage cavities; secondly, after optimization, the mold temperature is 30℃ higher, temperature difference between mold and molten metal is small, flow and feeding ability of molten metal is stronger, and tendency to form shrinkage holes is smaller; thirdly, after optimization, slow injection distance is long and speed is slow, so that molten metal flows slowly, does not involve too much gas to oxidize and reduce feeding ability; fourth, after optimization, injection speed is fast, injection specific pressure is large, volume of casting shrinks during solidification process. When runner still has ability to feed, higher pressure will push more molten metal in gating system to feed, reducing shrinkage and cavity defects in castings.
3. Casting quality analysis
Using die-casting mold in Figure 8a and optimized process parameters for trial production, formed oil pump body casting is shown in Figure 8b. It can be seen from Figure 8b that front and back surfaces of casting are smooth and clean, without defects such as cracks, strains, bulges, and undercasting. Surface quality meets process requirements.

Figure 8 Die casting production
In order to check internal quality of casting, X-ray flaw detection was performed on it, and results are shown in Figure 9. Comparing flaw detection results in Figure 9 with numerical simulation prediction results in Figure 7, it can be seen that location of shrinkage holes in oil pump body casting is basically consistent with prediction results, which shows that prediction results of simulation test are relatively accurate. Locations of tiny shrinkage cavities in casting are A and B in Figure 9. These two locations are outer areas of casting and have little impact on sealing performance of oil pump body. In production, taking appropriate spot cooling measures to increase cooling rate here can reduce probability of holes.
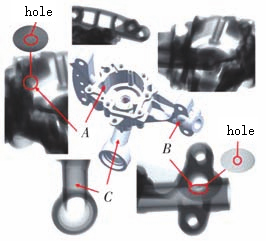
Figure 9 X-ray flaw detection results
In order to further analyze internal structure and quality of oil pump body casting, thin-walled part and maximum wall thickness A of casting in Figure 9 were cut and sampled for observation with a metallographic microscope (OM). It can be seen from Figure 10a that solidification process at position C of thin wall of casting has fast heat dissipation, large undercooling, high nucleation rate, and short solidification time. Relatively small spherical primary α-Al phase and fine strip-like Al-Si eutectic phase are obtained. Grain size is relatively fine and distribution is relatively uniform. Thin wall C of oil pump body solidifies preferentially under high pressure, so structure is dense and has no shrinkage defects. Scanning electron microscopy (SEM) and OM observation were performed on thick wall A of casting, as shown in Figure 10b. Grains at thick wall A of oil pump body are relatively coarse and uneven in size. Metallographic structure is mainly a coarse massive primary α-Al phase and a needle-like Al-Si eutectic phase. Fine Si particles are embedded in primary α-Al phase for strengthening, and fine shrinkage defects are distributed at the junction of two phases. Grain size is larger at thick wall of casting, and there are shrinkage defects, as shown in Figure 10b. Coarse needle-shaped Al-Si eutectic has a stronger splitting effect on matrix than strip-shaped one, so structural mechanical properties of thick-walled part of casting must be worse than those of thin-walled part.
A sample was taken from thick wall A for tensile testing, and its cross section was observed by SEM. As shown in Figure 10c, tensile section is uneven, with a large number of cleavage planes and tearing edges. Cleavage surface is large and there are a few dimples. It is a fracture mode that mixes brittle fracture and ductile fracture. It is a quasi-cleavage fracture, which is consistent with low toughness of ADC12 material.
In order to verify whether mechanical properties of casting meet usage requirements, 5 points are taken for hardness testing at thick wall A of casting. As shown in Figure 10d, minimum microhardness in sampling point is HV85.4, average microhardness at thick wall A is HV93.4, and hardness of ADC12 aluminum alloy oil pump body is required to be no less than HV85. At the same time, 5 B-type tensile specimens were die-cast with same molten aluminum furnace and same process parameters for tensile testing. Average tensile strength of sample is 236.6 MPa, which meets domestic requirement of tensile strength ≥ 230 MPa for corresponding brand YZAlSi11Cu3 alloy. Therefore, oil pump body casting meets mechanical property requirements of product.

Figure 10 OM, SEM structure, tensile fracture morphology, tensile strength and microhardness of oil pump body casting
4 Conclusion
(1) Taguchi orthogonal simulation test results show that influence of various die-casting process factors on shrinkage and shrinkage holes in oil pump body castings is: mold temperature > pouring temperature > slow injection speed > slow/fast injection distance > fast injection Speed, among which mold temperature has a significant impact, pouring temperature has a significant impact, slow/fast injection distance and slow injection speed have no significant impact, and fast injection speed has the least impact.
(2) Optimized process parameters are: pouring temperature 650 ℃, mold temperature 200 ℃, slow/fast injection distance 200/60 mm, fast injection speed 3.0 m/s, slow injection speed 0.2 m/s . Numerical simulation results show that using this set of process parameters, molten metal filling during die-casting process is stable, and shrinkage porosity volume index is the smallest, which is 26.5% lower than before optimization. Predicted location of shrinkage cavities is basically consistent with the X-ray flaw detection results.
(3) Castings tested using optimized process parameters have a good appearance, sealing area has a dense structure, there are no obvious shrinkage holes and cracks. Maximum wall thickness of casting is a quasi-cleavage fracture, which is consistent with low toughness of ADC12 material. Average tensile strength of tensile specimens under same aluminum melt furnace and same process parameters is 236.6 MPa, average microhardness of thick wall of casting is HV93.4, and oil pump body casting meets usage requirements.